Overview.
As published in Energy-Tech Magazine:
By Stephen R. Reid, PE, and Gary Golden
Background
Stress corrosion cracking (SCC) of low-pressure steam turbine rotor blade attachments is an industry issue on older fossil and nuclear units. Many units have experienced forced outages and/or extended repairs due to direct or collateral damage from this time-dependent and chronic failure mechanism. However, risks related to SCC can be mitigated through good inspection and repair contingency planning. Understanding the causes of SCC, and available inspection techniques and repair options, is key to preventing this issue from impacting unit availability.
Causes
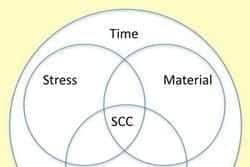
Several requirements must be met for SCC to occur, including high tensile surface stress, material susceptibility to corrosion, a corrosive environment and service time. Low-pressure blade attachments on older units that operate near the Wilson Line, where the transition from superheat to high quality steam occurs, often meet these requirements.
Blade attachments are high stress locations due to the transfer of blade loads to the rotor. Many older blade attachments, designed before the advent of finite element analysis, could not be optimized for stress concentrations, often resulting in peak stresses in excess of the material yield strength. This has been confirmed by post failure analysis of older designs that had experienced SCC.
High yield strength materials used on early rotor designs are susceptible to SCC. Crack growth rates can vary from 0.005 mils/year to more than 0.500?/year, depending on yield strength and temperature. Based on industry experience, 120 ksi is now generally considered the recommended purchase specification upper yield strength limit for a new nuclear or fossil LP turbine retrofit.
Corrosive environments arise from sodium chloride concentration near the Wilson line (salt zone) transition from superheat to wet steam. For a fossil low-pressure design, this occurs near the L-2 through L-0 stages. Nuclear units operate at lower steam design conditions, and the salt zone occurs farther upstream in the generally lower stressed L-6 through L-3 rows. Units with frequent condenser leaks and once-through boiler designs are more susceptible due to poorer steam chemistry control.
Since stress corrosion cracking is a time dependent phenomena, crack initiation does not occur until some period of operation. Older units that previously did not exhibit SCC are still susceptible. Any unit with more than 20 years of service should be inspected for SCC. The unit load profile has an impact since any existing cracks can grow significantly faster if a unit is cycled on and off. Base loading a unit with existing cracking reduces growth rates.
Affects of operating changes – part load and cyclic duty
Energy providers in today’s world are undergoing dramatic changes in operation due to the integration of renewable energy and the downturn in many local economies. As a result, increased cycling and part load operation are common load profiles on units across the country. Boiler droop at part load is shifting the PTZ (Phase transition zone) to move into stages that were originally not designed for wet operation, which also makes them susceptible to SCC. Outage and maintenance schedules and budgets must reflect these changes in operation.
Cyclic duty caused a large percentage of units to shut down during non-economic run periods, increasing time on turning gear. This increases a unit’s exposure to pitting, which is the precursor to SCC. Layup procedures have never been more critical. Although it would be nice to keep the condenser under vacuum or a dry air environment during long layups, it is not practical for large units. Regardless, shut down procedures and processes should be reviewed and revised as needed.
It is critical to keep steam carry-over situations prior to and during shut down. The operators need to take extra care not to surge the boiler steam drums during this process. The results of such carryover can coat a turbine’s blade path with contaminants that will initiate the pitting process as soon as it comes into contact with oxygen during layup periods.
Inspection
With side entry blade designs, the inlet and exhaust side of the disc should be grit blasted and polished with scotch bright abrasives. These inspections should concentrate in the highest stress locations of the hook fit or Christmas tree root area. If cracking is suspected, a blade group should be removed and light polishing done as necessary to confirm findings.
Tangential reverse steeple/disc attachments cannot be directly inspected. In these cases, NDE technologies such as phased array must be employed. OEMs and many other inspection companies offer this as a service. If cracking is detected, a few blades should be removed to confirm sizing.
Repair
In general, cracks of up to 10 mils depth can be polished out. Cracks of up to 20 mils depth might be removed depending on the design. In all cases, the grinding/polishing tool radius employed should be equal to or greater than the original hook fit radius to not adversely affect the stress concentration factor. Care also should be taken to avoid altering blade bearing stress surfaces and potentially introducing galling/fretting concerns. Since the stress intensity of a polished-out area is less than a crack tip, carefully removing cracks results in improved remaining service life.
If a crack is larger than what can be safely removed, weld repair is generally required. All OEMs offer removal of the attachment and either weld build-up or welding on a ring and machining to form a new attachment. If the current outage does not allow time for repair, an analysis of growth rates and estimate of remaining life must be made to determine if a repair can be deferred. For analysis, the material yield strength should be confirmed. This can be accomplished with local hardness readings correlated to ultimate tensile stress (UTS), which is typically 15 ksi higher than the yield.
Case study
TG Advisers was brought in to assist a client with last stage blade steeple SCC. The 200 MW unit had accumulated 500,000 hrs of load cycling with some periods of stop/start operation since going in service in 1954. Following last stage blade removal, the steeples were glass bead peened to facilitate a magnetic particle inspection. Cracking was identified in most steeples and on almost all lugs. The cracking was all concentrated in peak stress locations and clearly visible by black light inspection.
Exploratory grinding/polishing determined the crack depth in each of the three steeple regions. Most cracks were less then 10 mils deep, with a few at or near 15 mils. Removing the cracks was the first choice. However the web thickness on the top lug on the leading side was fairly narrow. Removing the required material to eliminate the indication was a concern. A stress analysis determined the estimated reduction in safety factor with cracks removed was acceptable.
Based on the analysis, the client elected to clear the indications. Special tooling was developed to ensure a radius greater than the original, and to keep any material removal away from load bearing attachment surfaces.
Quality control of the manual process was accomplished by rubber molds of the final as polished steeples. Approximately 10 percent of the steeples were checked. This process took approximately five days and the unit was successfully returned to service.
